



Les matériaux magnétiques peuvent être classés en deux catégories : les aimants isotropes et les aimants anisotropes :
Les aimants isotropes présentent les mêmes propriétés magnétiques dans toutes les directions et peuvent être magnétisés dans n'importe quelle direction.
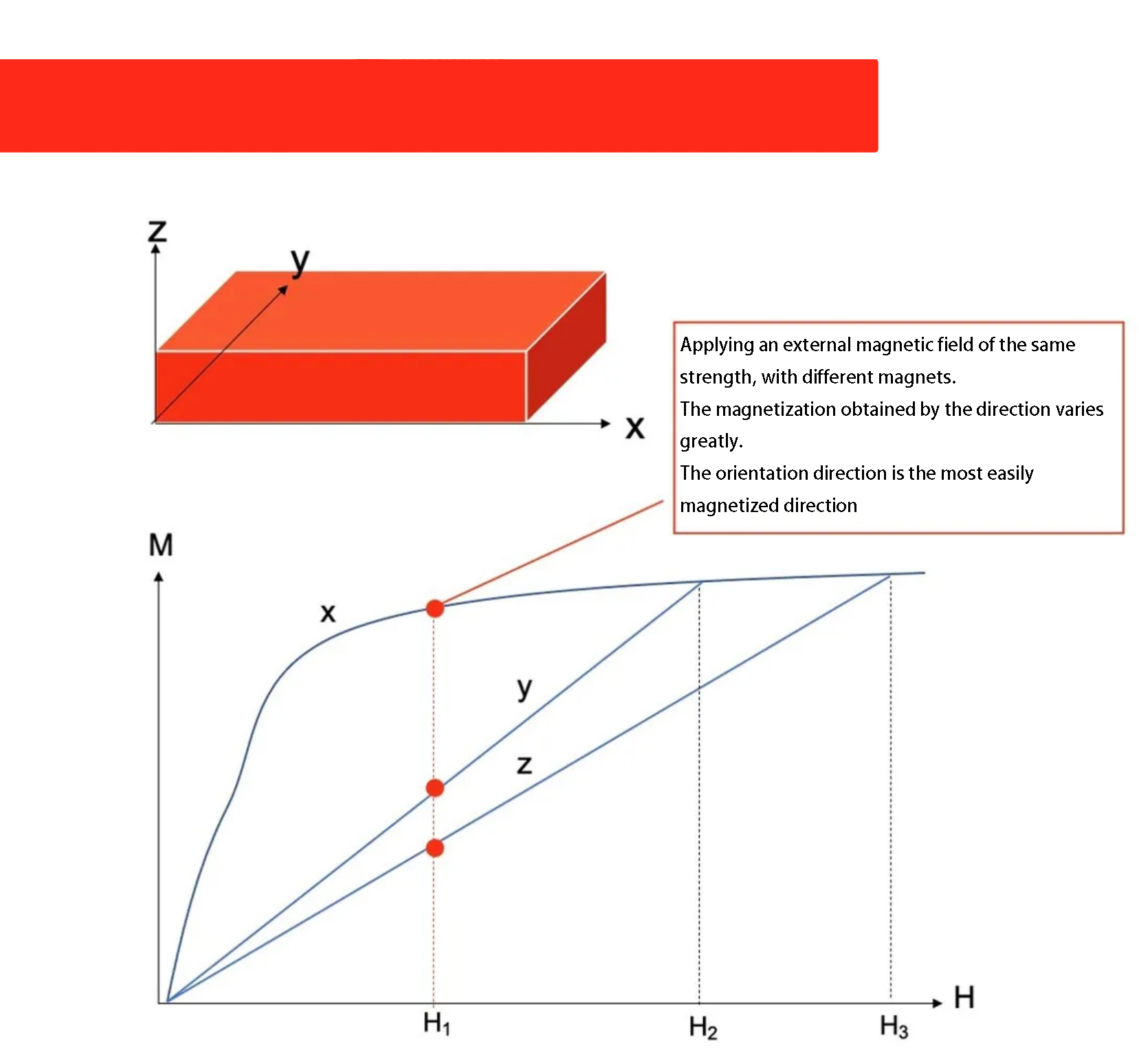
Les aimants anisotropes présentent différentes propriétés magnétiques dans différentes directions et ont une direction privilégiée pour des performances magnétiques optimales, appelée direction d'orientation.
Les aimants anisotropes courants comprennentNdFeB frittéetSmCo fritté, qui sont tous deux des matériaux magnétiques durs.
L'orientation est un processus crucial dans la production d'aimants NdFeB frittés
Le magnétisme d'un aimant provient de l'ordre magnétique (où les domaines magnétiques individuels s'alignent dans une direction spécifique). Le NdFeB fritté est formé en comprimant de la poudre magnétique dans des moules. Le processus consiste à placer de la poudre magnétique dans un moule, à appliquer un champ magnétique puissant à l'aide d'un électro-aimant et à exercer simultanément une pression avec une presse pour aligner l'axe de magnétisation facile de la poudre. Après pressage, les corps crus sont démagnétisés, retirés du moule et les ébauches résultantes avec des directions d'aimantation bien orientées sont obtenues. Ces ébauches sont ensuite découpées dans des dimensions spécifiées pour créer les produits finaux en acier magnétique selon les exigences du client.
L'orientation de la poudre est un processus crucial dans la production d'aimants permanents NdFeB hautes performances. La qualité de l'orientation pendant la phase de production de l'ébauche est influencée par divers facteurs, notamment l'intensité du champ d'orientation, la forme et la taille des particules de poudre, la méthode de formage, l'orientation relative du champ d'orientation et la pression de formage, ainsi que la densité lâche de la poudre orientée.
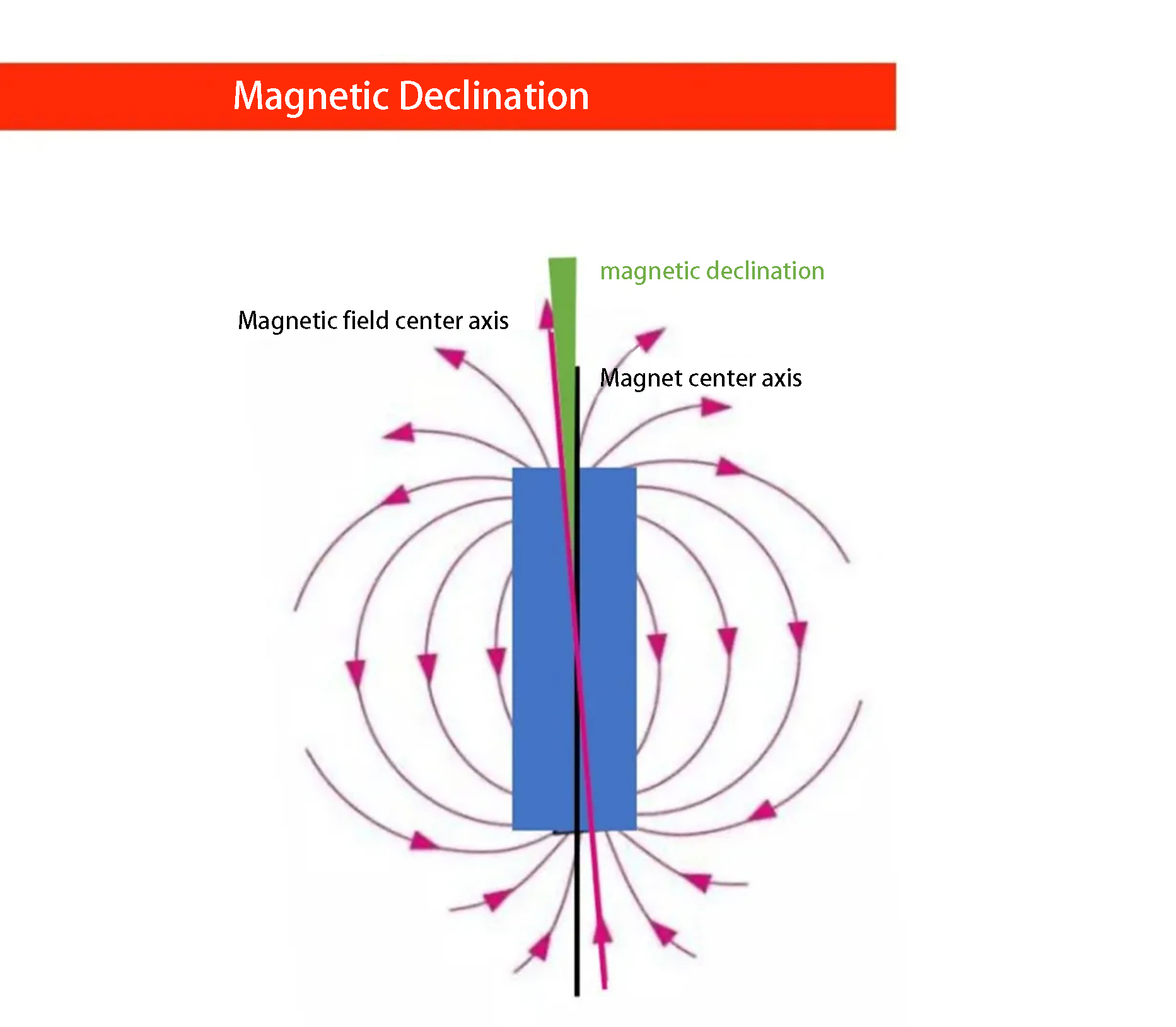
Le biais magnétique généré lors de l’étape de post-traitement a un certain impact sur la répartition du champ magnétique des aimants.
La magnétisation est la dernière étape pour transmettre le magnétisme àNdFeB fritté.
Après avoir découpé les ébauches magnétiques aux dimensions souhaitées, elles subissent des processus tels que la galvanoplastie pour éviter la corrosion et deviennent les aimants finaux. Cependant, à ce stade, les aimants ne présentent pas de magnétisme externe et nécessitent une magnétisation via un processus connu sous le nom de « magnétisme de charge ».
L'équipement utilisé pour la magnétisation est appelé magnétiseur ou machine à magnétiser. Le magnétiseur charge d'abord un condensateur avec une tension continue élevée (c'est-à-dire stocke de l'énergie), puis le décharge à travers une bobine (appareil magnétisant) à très faible résistance. Le courant de pointe de l’impulsion de décharge peut être extrêmement élevé, atteignant des dizaines de milliers d’ampères. Cette impulsion de courant génère un puissant champ magnétique à l'intérieur du dispositif magnétisant, qui magnétise en permanence l'aimant placé à l'intérieur.
Des accidents peuvent survenir pendant le processus de magnétisation, tels qu'une saturation incomplète, une fissuration des pôles du magnétiseur et une fracturation des aimants.
La saturation incomplète est principalement due à une tension de charge insuffisante, où le champ magnétique généré par la bobine n'atteint pas 1,5 à 2 fois la magnétisation de saturation de l'aimant.
Pour la magnétisation multipolaire, les aimants avec des directions d'orientation plus épaisses sont également difficiles à saturer complètement. En effet, la distance entre les pôles supérieur et inférieur du magnétiseur est trop grande, ce qui entraîne une intensité de champ magnétique insuffisante des pôles pour former un circuit magnétique fermé approprié. En conséquence, le processus de magnétisation peut conduire à des pôles magnétiques désordonnés et à une intensité de champ insuffisante.
La fissuration des pôles du magnétiseur est principalement causée par un réglage de tension trop élevé, dépassant la limite de tension de sécurité de la machine de magnétisation.
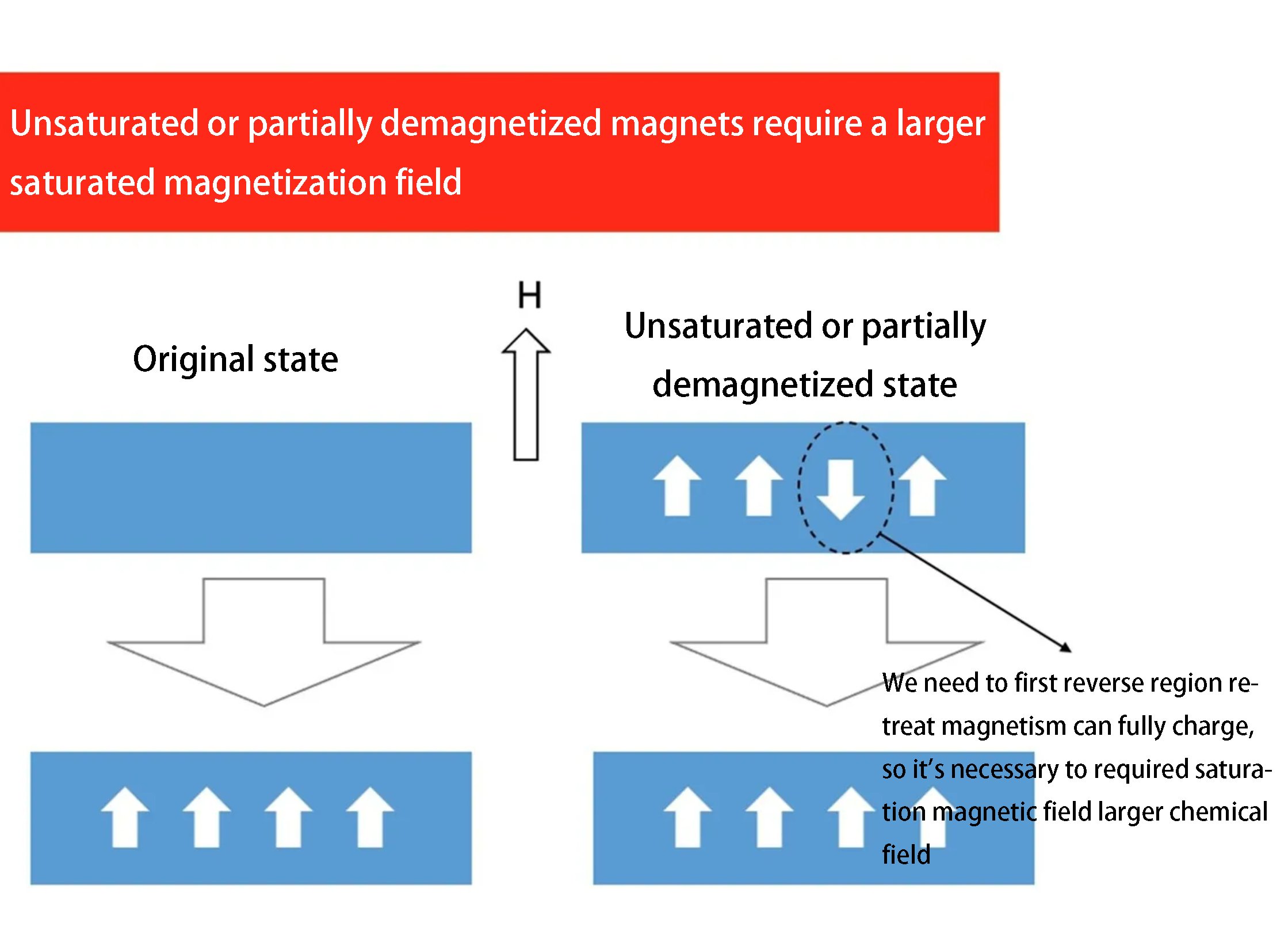
Les aimants insaturés ou partiellement démagnétisés sont plus difficiles à saturer en raison de leurs domaines magnétiques initiaux désordonnés. Pour atteindre la saturation, la résistance au déplacement et à la rotation de ces domaines doit être surmontée. Cependant, dans les cas où un aimant n’est pas complètement saturé ou présente une magnétisation résiduelle, il existe des régions de champ magnétique inverse à l’intérieur. Qu'elles soient magnétisées dans le sens direct ou inverse, certaines zones nécessitent une magnétisation inverse, ce qui nécessite de surmonter la force coercitive intrinsèque dans ces régions. Par conséquent, un champ magnétique plus puissant que celui théoriquement nécessaire est nécessaire pour la magnétisation.
Heure de publication : 18 août 2023